

£ 75.00
Price excl. VAT &. delivery


PCE-PMI 2 is a nondestructive concrete moisture meter or dampness instrument that measures the moisture content of concrete and other building materials. It offers many preset characteristic curves based on alternative material densities. This digital moisture device gives quick and accurate moisture measurement without causing any damage to the test material.

The grain moisture meter is a compact moisture analyzer for up to 18 different cereals. This material moisture meter is an important tool in mills, granaries or in processing industries of cereals and legumes.


The temperature / humidity moisture meter is a data logger has a memory of 20,010 sets of measurements and allows use of up to several months. The temperature / humidity moisture meter is particularly suitable for measuring tasks where it is not possible for the user to install software for reading the measured values.



PCE-SMM 1 is a soil moisture meter ideal for use in agriculture, crop science, horticulture, botany, landscaping, gardening and environmental testing applications. This portable handheld moisture meter or analyzer measures soil moisture or humidity quickly, easily and accurately.

PCE-MMK 1 is a portable handheld digital moisture meter used to measure the moisture content of wood, paper, textiles, concrete and other building materials. This multifunction moisture meter also measures ambient temperature and ambient relative humidity.
Measuring ranges:

PCE-W3 is a waste paper moisture meter designed for professional use in the input control of large amounts of waste paper or containers of paper. The waste paper moisture meter can detect absolute moisture in waste paper in order to determine the exact moisture content in the collection center or the paper plant.

PCE-WMH-3 is a portable handheld digital wood moisture meter or analyzer used to measure the moisture content of wood. This hammer-style wood moisture analyzer features preset characteristic curves for measuring moisture in 270 different wood types.

PCE-WP24 is a wood moisture meter used to perform noninvasive, nondestructive moisture measurements of wood, timber and other construction or building materials. An ideal tool for assessing everything from lumber to floors and more, this moisture meter uses electromagnetic waves that penetrate approximately 50 mm / 1.96 inches to 60 mm / 2.36 inches deep (depending on substrate) to return a mean-value moisture content percentage.

The pellets moisture meter PCE-PEL 20 was designed in collaboration with biomass power plant operators. Since the heating value of pellets depends strongly on its moisture the pellets moisture meter ensures high efficiency. The pellets moisture Analyzer performs a resistance moisture detection.




PCE-MA 110 is a halogen moisture meter or analyzer that functions on the gravimetric or loss on drying (LOD) principle. The moisture analyzer uses the halogen method to dry the material sample. Moisture content is calculated based on the weight difference before and after the drying procedure. Calibration of the moisture analyzer can be performed at any time using the automatic calibration function and the included 100 g weight.

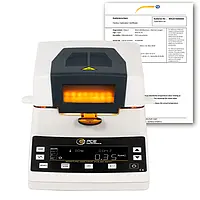
The moisture meter PCE-MA 202 allows different materials to be weighed and their moisture contents determined. The heating chamber is heated by halogen lamps up to 199 °C. In this chamber, the moisture meter dries the material to be weighed, and then calculates the moisture content from the weight difference.
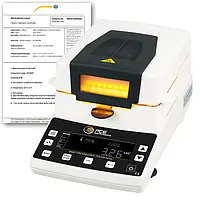
PCE-MA 110 is a halogen moisture meter or analyzer that functions on the gravimetric or loss on drying (LOD) principle. The moisture analyzer uses the halogen method to dry the material sample. Moisture content is calculated based on the weight difference before and after the drying procedure. Calibration of the moisture analyzer can be performed at any time using the automatic calibration function and the included 100 g weight.

The PCE-MA 202-ICA is an oven-drying moisture meter for weighing and heating material samples to determine moisture content. The heating chamber warms up to 199 °C / 390 °F with the use of halogen lamps. Drying of the sample to be weighed takes place within the chamber of the moisture meter and the moisture content is subsequently calculated from the difference between the initial and final weight.

The moisture meter PCE-MA 200 is used to weigh a range of substances up to 200g / 7.05oz and measure their moisture content. A halogen lamp heats up the chamber to 199 °C / 390 °F. The moisture meter dries the substance to be weighed within the heating chamber and determines the moisture content from the difference in weight.

The moisture meter PCE-MA 100 allows different materials to be weighed and their moisture contents determined. The heating chamber is heated by a halogen lamp up to 199 °C. In this chamber, the moisture meter dries the material to be weighed, and then calculates the moisture content from the weight difference.

The moisture meter PCE-MA 100-ICA allows different materials to be weighed and their moisture contents determined. The heating chamber is heated by halogen lamps up to 199 °C. In this chamber, the moisture meter dries the material to be weighed, and then calculates the moisture content from the weight difference.
The Moisture Meter PCE-MA 200 is used to weigh a range of substances up to 200g / 7.05oz and measure their moisture content. A halogen lamp heats up the chamber to 199 °C / 390 °F. The Moisture Meter dries the substance to be weighed within the heating chamber and determines the moisture content from the difference in weight.



The moisture meter is a measuring device for orienting measurement of temperature and relative humidity. With a temperature measuring range of -10 … 50 °C and a humidity measuring range of 20 … 90% RH the moisture meter covers a wide range of tasks.

The moisture meter records the air temperature and humidity and stores them internally. The compact moisture meter with a large memory (up to a maximum of 16,000 values) is primarily used for long-term registration, for example in the food sector (e.g. refrigerated counters in supermarkets, refrigerated transport, warehouses) or in the industrial sector (heating and cooling processes, machine temperatures, product warehouses…)




The moisture meter has a measuring range of 0.0 … 100.0%. For a measurement, the ball head is positioned on the test object by the moisture meter. This guarantees a non-destructive measurement with the moisture meter. The moisture meter is therefore used, for example, for on-site inspections of buildings, wood and other surfaces.



Before a moisture meter is purchased it has to be checked what you want to measure. Is it humidity (air moisture) or moisture (material moisture)?
After that question is answered our moisture meters split in two categories:
Humidity meters are used to measure the humidity in the environment. Humidity meters for this  application are available in different constructions and designs depending of the field of use. There are humidity meters with memory like our PCE-313A or the PCE-HT 110. Also handheld devise without memory like our PCE-555 are available. For accurate use in the research field or for calibration our PCE-330 is used.
application are available in different constructions and designs depending of the field of use. There are humidity meters with memory like our PCE-313A or the PCE-HT 110. Also handheld devise without memory like our PCE-555 are available. For accurate use in the research field or for calibration our PCE-330 is used.
Beyond this some devices have the ability to attach more sensors or they come direct as a pyrometer.
Furthermore to our handheld devices for temporary use you can find moisture meters or moisture sensors for steady use. These sensors forward the result via BUS or standard electrical signal to a data logger or process control system. Moisture sensors with this construction are often mounted on a wall. The target of these sensors is it to check the climate conditions in a warehouse for example.
For numerous moisture meters different filters for the protection of the sensor are available. For example we have a sinter filter what lets the humidity passes through, but it does not let any water through so the lifetime of the sensor is longer. Although we have a PTFE filter what protects the sensor from chemical contamination. For industry use we have a moisture sensors for custom application available that comes with heated sensor elements, which protects the sensor in a high humidity area, what makes them suitable for this.
Moisture meters for abs. moisture respectively material moisture for materials distinguish from a humidity meter that the moisture meter is calibrated (or adjusted) to a certain material.
That means that the user has the ability to measure the moisture of a certain material precise.
Moisture sensors for material moisture differ in the measurement principle and because of that also in the field of use.
A very common measurement method is the resistance method. This measuring method works destructive. In the field it means that, for example, two nails are inserted in the material and between the two needles the electrical resistance is measured. In the device itself the result will be converted through a conversion chart to the real moisture content and it will be displayed in %.
Another measuring method, in the field of handheld moisture meters, is the capacitive measuring method. This method is nondestructive. The moisture sensor creates an electric field via two contacts and measures the capacity. As more moisture is present the higher is the capacity. The moisture meter will give a result direct in %.
The above descript measuring methods are used in the field of construction moisture measurement with moisture meters.
If you want to measure the moisture of bulk material, like plastic granulate or food, the above measuring methods cannot be used. For this you can get moisture meters, with a long sword, where a sensor for rel. humidity is attached to. Through internal calibration characteristic curves the meter calculates the rel. humidity into material moisture. This measurement is preformed through the equilibrium moisture content (EMC).
Moisture meters are used to determine the water content of the substances. The water content is important for the usability, processability or durability of many substances and substance mixtures. Depending on the intended use, both too high and too low moisture values can have negative effects. For this reason, for many raw substances and materials moisture contents, which they should have for storage or processing, have been defined. For example, grain must not be stored too moist so that it does not spoil. But it should also be not too dry so that it can be easily processed.
The water content of a substance is given either as an absolute or relative value. Both can be converted into each other. The absolute moisture is given in grams per liter or in grams per cubic meter in terms of volume or in grams per kilogram in terms of mass. In order to be able to compare the values for different sample quantities more easily and quickly, the relative values in mass or volume percent are very often used. With these relative values, it is important to consider whether the percentage refers to the total mass of the sample or to the dry mass. Often the comparative values are defined in the material standards. Many moisture meters have stored measurement curves for specific materials. Some of the instruments also display rough ratings to simplify the interpretation of the measured values.
With the large number of devices available, a rough distinction can first be made between moisture meters for gaseous, for liquid or for solid or bulk materials. Moisture meters for gases are often also called humidity meters or hygrometers. In the case of gases, the moisture absorption capacity is strongly dependent on the temperature. Humidity meters for air and other gases therefore always record humidity and temperature. In the case of a gaseous substance, the percentage value for relative humidity always refers to the maximum achievable water vapour content at the respective temperature. Special moisture meters make it possible to determine the water content in oily liquids. This is not only important for raw materials for manufacturing processes, but also for motor, gear and hydraulic oils. Moisture meters for solids and bulk solids are available in many different versions with different measuring principles.
The two very different designations give an indication of how this method works. Gravimetric stands for weighing to determine the weight and kilning stands for drying the samples. By removing water, the weight decreases, so that by comparing the weights before and after drying it can be determined how much water the sample contained. This method of determining the moisture content can be used for a wide range of materials. It also serves as a reference method for the moisture meters that work according to other methods. However, since not only the stored water but also other components can outgas when certain materials are heated, a lower temperature must be selected for these materials. Standards usually specify the temperature at which the drying process for a material should take place. For gypsum and anhydrite, for example, 40 °C instead of the usual 105 ° Celsius is the standard temperature for drying.
The difference between the initial weight and the dry weight corresponds to the weight of the evaporated water if done correctly. This amount can now be related either to the total mass or to the dry mass. Here is an example: a sample weighing 100 grams is dried until the weight drops to 75 grams and then no further. The difference of 25 grams means a relative humidity of 25 per cent in relation to the total weight, but a relative humidity of 33 per cent in relation to the dry weight. When using the results, it is therefore very important to know whether the comparative values to which one is orientating oneself are related to the total weight or to the dry weight.
The kiln-drying method is a destructive measurement that requires a comparatively long wait for the result. The selection of the samples should therefore be done with special care. There are special moisture meters for the kiln-drying method that combine balances with a heatable chamber. These drying balances simplify the procedure and the evaluation of the measurement. However, due to the size of the drying chamber, they are usually only suitable for very small sample quantities.
In many applications, determining the moisture content of wood and building materials should be  as quick, uncomplicated and non-destructive as possible. For this reason, there are many moisture meters that do not determine the moisture content directly, but indirectly via moisture-dependent variables. Since these mostly electrical measured variables are also influenced by the material structure and composition of the materials, the actual measured values do not directly indicate an absolute or relative moisture value. However, even in the case of the materials the composition of which is not known, the display values enable a very quick delimitation of the areas with increased moisture. These moisture meters also allow a statement to be made as to whether the moisture values are increasing or decreasing when the multiple measurements are carried out at different times.
as quick, uncomplicated and non-destructive as possible. For this reason, there are many moisture meters that do not determine the moisture content directly, but indirectly via moisture-dependent variables. Since these mostly electrical measured variables are also influenced by the material structure and composition of the materials, the actual measured values do not directly indicate an absolute or relative moisture value. However, even in the case of the materials the composition of which is not known, the display values enable a very quick delimitation of the areas with increased moisture. These moisture meters also allow a statement to be made as to whether the moisture values are increasing or decreasing when the multiple measurements are carried out at different times.
Such moisture meters can also be used to store characteristic curves for specific woods or building materials. This requires a sufficient number of samples with known moisture content. In the characteristic curves, the respective moisture content of the material is then assigned to each material-specific measured value. There are characteristic curves that have been determined for larger groups of materials, but also those that are very specific to only one particular material or type of wood. Before measuring with such a moisture meter, the appropriate characteristic curve must first be selected. The measured value is then compared with the characteristic curve and the device displays the corresponding moisture value.
There is also a wide range of different moisture meters for raw materials and fuels made from natural materials, with which the water content can be checked quickly and easily. Many of these moisture meters have a measuring chamber that is filled with a sample of the material. The other models have a sensor on a long piercing lance so that the moisture inside large bales of hay and straw or in pellet stores can also be tested. With these piercing sensors, delivered or stored materials can be measured at different locations and depths with a little effort.
Moisture meters for grain not only help to determine the harvest time and to monitor the storage conditions. They are also needed to ensure fair conditions when buying and selling grain by weight. After all, one should not pay for more than the usual moisture amount contained. The devices used for commercial transactions to determine the price-relevant moisture content must be calibrated. In contrast, moisture meters for grain that are used only at the own farm do not have to be calibrated. However, they should be calibrated regularly to ensure that the measured values are sufficiently accurate.
For non-destructive measurement in ongoing production, drying or storage processes of flowable materials, there are moisture meters the sensors of which are permanently installed in the equipment and around which the material flows directly. These moisture meters are parameterized directly to the material and the conditions on site. The measured data is usually passed on directly to the control units or process control systems. In this way, the drying conditions can be automatically adjusted if necessary, or water can be removed or added for subsequent processes.
The monitoring of the rel. humidity while stocking goods is very important. Some goods and  products are only allowed to be stocked when a certain environmental condition is given. A humidity meter helps warehousemen and quality assurance representatives to store the goods safely and in line with the relevant regulations. This humidity meter can be a handheld or precise stationary device. A humidity meter that needs to be installed in the warehouse has to be placed at a certain point. The displayed result of the humidity meter can be shown on different ways:
products are only allowed to be stocked when a certain environmental condition is given. A humidity meter helps warehousemen and quality assurance representatives to store the goods safely and in line with the relevant regulations. This humidity meter can be a handheld or precise stationary device. A humidity meter that needs to be installed in the warehouse has to be placed at a certain point. The displayed result of the humidity meter can be shown on different ways:
Furthermore the measured values can be stored. Especially for companies, where the environmental conditions must be recorded, an installed moisture meter with data logger is important. Such a moisture meter gives the user next to the visualization of the values the ability for a complete documentation of the conditions in the warehouse. The measurements can be transferred into Excel, csv, etc. after they have been saved.
All moisture meters come factory calibrated. But as a moisture sensor tend to drift with time, they should be re-calibrated continuous, to measure the exact moisture content. You can re-calibrate the moisture meter with the optional calibration tools and standards or send the moisture meter to us or a calibration laboratory for ISO calibration.
In the following, you can see a picture of a PCE humidity meter in use. The picture on the right shows one of the humidity meters during long-time recording of the climate in a warehouse (moisture meter sensor attached to a rack).
Information on relative humidity: The relative humidity (RH) indicates the relation between the absolute (real) moisture and the saturation amount. The relative air humidity is measured with a humidity meter which is equipped with a display that shows values, for example, between 0 % (absolutely dry air) and 100 % (completely saturated air like fog, clouds or air in a vapour bath). This measurement does not apply to all humidity meters. In some cases, the measurement range is restricted. The physiological comfort zone ranges from 40... 65% rh.
As warm air takes on more water vapour than cold air, humans tend to perceive the air as dry in the winter and as sultry in summer. If the air is warm, the amount of water vapour it would contain if it was saturated is increased. This decreases the percentage of relative humidity, even if the real amount of water remains constant. Similarly, cooler air decreases the amount of water vapour which increases the percentage of RH. Condensate generates if there is excess water in saturated ambient air. Some of our humidity meters can also calculate the dew point or dew point temperature in addition to measuring the relative humidity and temperature.
The dew point temperature is defined as the temperature at which the current water vapour content in the air is the maximum (100 %) relative air humidity. Thus, the dew point temperature is a parameter that does not depend on the current temperature. One possibility to measure the dew point temperature is cooling down metal until the surface is covered with water vapour. The temperature of the metal at that time represents the dew point temperature. As mentioned before, many of our humidity meters show the dew point directly on the display.
Compressed air systems have been used in a wide range of technology fields including welding, heat treatment, cutting, forging, and transportation. Continuous monitoring of the systems condition allows for correct operation within production processes or where it is necessary to automate equipment and machinery. During the preparation process, large volumes of atmospheric air are introduced into the filtration system, filtering out various harmful particles including oil, moisture, combustion residue, and dust that are considered harmful to the pneumatic systems. However, the filter is designed with a minimum size limit allowing tiny particles such as moisture to pass through into the system. This convenient and user-friendly pneumatic system can become damaged should moisture begin to condense inside of the system.
As the temperature decreases, the amount of condensed moisture in the air begins to increase and over time may reach its saturated condition with a relative humidity of 100%, where the dew point has reached equal temperature. As the temperature increases, the opposite occurs. For this reason, systems may contain different values, as well as different amounts of condensation in the compressed air. A common factor among the different systems is the hindrance of moisture accumulation within a pneumatic system, as this is why all of the excessive moisture must be removed from the pneumatic system at different stages.
Varying amounts of moisture in the system can cause corrosion inside the pipe lines, contamination of the compressed air due to a mix of moisture and oil particles, excessive wear on the system components, and deterioration of final product quality. Because of this, it is absolutely prohibited in manufacturing involving foodstuffs, beverages, medical supplies, and electronic equipment, however, there are some instances within the industrial branches where permissible levels are allowed. Despite this fact, strict monitoring and compliance with the standards are required.
Moisture may be both, devastating and saving, depending on the amount of it present in the  product and the distribution in the material. Moisture monitoring is one of the mandatory tasks, especially when it goes about storage and manufacturing. Raw materials as well as the finished products require strict and accurate moisture amount measurement. The question: how to perform the accurate measurement when it goes about bulk materials or liquid materials is a fair one, since application of the wrong measuring instrument may provide false results and thus, led to undesirable consequences, like too dry material output, loss of the required properties of the material (concrete), mold formation (grains and crops) etc.
product and the distribution in the material. Moisture monitoring is one of the mandatory tasks, especially when it goes about storage and manufacturing. Raw materials as well as the finished products require strict and accurate moisture amount measurement. The question: how to perform the accurate measurement when it goes about bulk materials or liquid materials is a fair one, since application of the wrong measuring instrument may provide false results and thus, led to undesirable consequences, like too dry material output, loss of the required properties of the material (concrete), mold formation (grains and crops) etc.
Inline moisture measurement has brought the process of moisture measurement to an absolutely new level, since it provided continuous moisture measurement at all stages, starting from the preparation up to the control of the finished product. It may be grain, sand, pellets, sawdust, different types of cereals, concrete, various suspensions and many other materials – the main point is that application of the moisture meter for inline measurement allows carrying out the accurate and repeatable measurements for each particular material. The first obvious problem when it goes about big amounts of the product – in the hopper, silos, on the conveyor belt, in the concrete mixer – the moisture distribution maybe not homogeneous. That is why surface measurement is not working and all the devices that may provide only surface measurement or the measurement of a very thin layer will be not right.
The moisture meters designed for inline measurements may have different optical design, and each particular measuring task determines the choice of the measuring device: convenience of mounting, the highest measurement efficiency for the material, measuring method. The microwave method is one of the most popular for the measurement of moisture content in the bulk materials, when the material is not evenly distributed, when the moisture accumulation is not the same or the density of the material is quite high. The challenging tasks like those are not a problem for the meters operating on the microwave measuring principle. Due to the option of the preliminary calibration of the device for each particular material, the average moisture content can be measured accurately.
The inline moisture meter copes with the temperature compensation, or the possible difference in the moisture content at different parts of the batch, uneven density etc. Since moisture measurement has the task of determination the part of water in the total material or product and correspondingly, the deviation from the norm and permissible moisture content, the dielcometric method of measurement has become a very appropriate measuring principle for the most challenging measuring tasks. The value of dielectric permittivity of the materials is different from that of water. The signal penetrates into the material and due to the software that goes together with the device, the value for the moisture content is calculated for the whole amount of the material, which is important, not sample or just one part of the whole.
The advantage of such moisture sensors is that the length of the probe is not equal to the depth they measure. The changes in the electromagnetic wave (its refractive index) in the material are registered and measured by the moisture meter, thus the dielectric properties of the material under control are analyzed. The operator may rely on the device, since the calculation is carried out due to the software and calibration tables that are stored in the device.
The application areas of inline moisture meters are numerous. The modern devices have been brought to a revolutionary new level and due to the application of the special materials for the electronic units, some models are suitable for application even in the explosive surroundings and at very high temperatures. The manufacturing processes should not be stopped for the measurements, the only condition – is the choice of the correct design and appropriate mounting of the device. Starting from the agricultural sector, where the measurement of various crops and grains are essential, moving further to the manufacturing of the construction materials – like concrete, clay, sand, crushed stone etc., and finishing with the heavy industry, like mining or oil refining or petrochemical, when it goes about coal, ores, oil or fuels – in all the spheres the application of the moisture measuring equipment is indispensable.
The advantages of introduction of highly developed technical equipment, such as moisture meters, are evident: significant improvement of the efficiency of the working process and performance, facilitation of the moisture measurement and no need of bringing the machines to the standstill for the measurements, measurements in the total material on site, without collecting samples for the laboratory, high accuracy and reliability, opportunity of quality control of the raw material, easy control of the final product.
The moisture content of biomass is of crucial importance for its durability and processability. Moisture meters are therefore often used to check the water content. Biomass already contains more or less water by nature. Therefore, the water content is already taken into account when choosing the time of harvest or felling. However, biomass can also absorb moisture again after it has dried, for example, through precipitation or high humidity. Therefore, when storing biomass, it is important not only to pay attention to the current material moisture content, but also to the temperature and humidity in the storage area. Depending on the climate of the environment, the stored goods will absorb or release moisture until a moisture equilibrium has been established. If there is no longer any exchange, the material-typical equilibrium moisture content for the respective environmental conditions has been reached. As long as the material releases moisture, the air humidity that occurs in the immediate vicinity and in the gaps between the loosely poured or layered material is higher than that of the surroundings. The more the humidity in the stored material exceeds that of the environment, the higher the material moisture content is.
For straw and hay, the battery-powered moisture meters with a stable piercing lance are often used to control moisture and temperature. These only measure at the tip of the penetration probe, so that the measurements can be taken at different depths without any problems. Some baling presses already have integrated moisture meters that determine the bale moisture immediately during the pressing process. If the moisture in the freshly pressed bale is too high, a decision can be made immediately whether the process is to be interrupted or whether the bales that are too moist should also be dried.
The moisture meters are also used to check the moisture content of sawdust that is to be used  as fuel, bedding or raw material. When storing, care must be taken to ensure that the wood chips are stored moist or dry, depending on their later use and type of transport. Only sufficiently dry chips may be used for burning. When processing into chipboard, wood briquettes or wood pellets, water can be added to the dry chips without great effort, while chips that are too moist have to be dried with more effort.
as fuel, bedding or raw material. When storing, care must be taken to ensure that the wood chips are stored moist or dry, depending on their later use and type of transport. Only sufficiently dry chips may be used for burning. When processing into chipboard, wood briquettes or wood pellets, water can be added to the dry chips without great effort, while chips that are too moist have to be dried with more effort.
For small fuels made of wood or other natural fibers such as wood chips and pellets, there are various moisture meters with which the water content can be checked quickly and easily. Many of these moisture meters have a measuring chamber that is filled with a sample of the material for the measurement. Other models have a sensor on a long lance so that the humidity inside the wood chip or pellet stores can also be checked. These moisture meters make it possible to check delivered or stored material very quickly at different points and at different depths with little effort.
The moisture meters for grain not only help to determine the harvest time and to monitor the stored grain. They are also needed to ensure fair conditions when buying and selling grain. It's not just that the price of a given amount of grain shouldn't go up because of the weight of extra water. If grain is delivered too moist, there are also costs for drying measures so that the grain can be safely stored. These costs are also taken into account when purchasing. The moisture meters that are used to determine the price-relevant moisture content must be verified. The moisture meters, which are only used in-house, do not have to be verified. However, they should be calibrated regularly or compared with verified devices to ensure that the readings are sufficiently accurate.
For the measurements in ongoing production, drying or storage processes, there are moisture meters whose sensors are permanently installed in the systems and the material often flows directly around them. These moisture meters are usually parameterized directly for the material and the conditions on site. During the inline measurements, no samples have to be taken and the material is not affected by the measurements. The measurement data can be forwarded directly to the control devices or process control systems. This makes it possible, if necessary, to automatically define the drying conditions according to the moisture currently measured or to adjust the amount of water addition, required for subsequent processes, directly to the moisture content.
The term absolute humidity is used here as a designation for the moisture content of non-gaseous materials. The measurement values for material moisture, on the other hand, are almost exclusively given as relative values in percent. This percentage value is determined either by the volume or by the mass fraction of water in the material. If the percentage value is based on the dry mass and not on the total mass of the moist sample, the value can also be much more than one hundred percent for some materials.
A moisture meter used to determine the moisture content of a material can be calibrated by measuring parts of the same sample using the
Many material moisture meters for rapid tests are designed for specific materials by means of stored measurement curves. These instruments should always be calibrated with typical samples of the materials for which the moisture analyzer is used. Some models offer an adjustment function that allows the instrument to be readjusted to maintain measurement accuracy in the event of deviations.
When using kiln drying as a reference method, it must be taken into account that some materials at very high temperatures, also other ingredients or previously chemically bound water can evaporate. Therefore, drying temperatures for many materials have been specified in specific standards. For gypsum and anhydrite, for example, the drying temperature is limited to 40 degrees Celsius, and for most other building materials to 105 degrees Celsius.
The moisture meter for relative humidity can be checked for accuracy with the help of a variety of methods. Since relative humidity is temperature dependent, constant temperature must be maintained during the calibration. For all calibration methods, it is also essential to ensure that the temperature of the equipment and tools used for calibration has been able to adapt to the temperature of the environment prior to measurement.
Regardless of the method used, the instrument to be calibrated should always be tested at least at two reference humidity values. These reference humidity values should be selected so that the measuring range in which the moisture analyzer is to be used is covered as well as possible.
Standard reference points for the relative humidity are for example
For some applications it is useful to adapt the measuring points to the respective requirements.  Especially where only a narrow measuring range of humidity is to be monitored by the moisture analyzer, the values of the reference humidities should be adapted to this range. This applies, for example, to devices for the use in rooms with low humidity where moisture-sensitive materials or products are stored. But also for the monitoring of the high humidity values in cheese ripening or mushroom cultivation, the calibration reference points should be selected from the range relevant to the use.
Especially where only a narrow measuring range of humidity is to be monitored by the moisture analyzer, the values of the reference humidities should be adapted to this range. This applies, for example, to devices for the use in rooms with low humidity where moisture-sensitive materials or products are stored. But also for the monitoring of the high humidity values in cheese ripening or mushroom cultivation, the calibration reference points should be selected from the range relevant to the use.
The moisture meter for air humidity that works with a capacitive, resistive or electrolytic sensor can be calibrated using saturated salt solutions. However, a prerequisite for this is that the respective sensor can be placed in the measuring chamber of the tubes containing the reference salt solutions. Reference points from 11 RH 97 % RH can be covered via these salt solutions. With this calibration, it must be noted that the humidity value that is established over the saturated salt solution is temperature-dependent. For temperatures that deviate from the 23 °C reference temperature, the humidity values are to be taken from the printed or enclosed tables.
As a method applicable to all calibratable humidity meters, comparative measurements with the certified moisture meter of higher accuracy count. So that both instruments can be tested under the same conditions for different reference points, they are placed together in a climatic cabinet. There they are placed in such a way that they can be read-out without having to open the climatic cabinet.